

Внешний осмотр сварных соединений
После проведения сварочных работ, необходимо провести контроль сварных соединений. Данный контроль начинается с визуального осмотра, которые позволяет обнаружить не только внешние дефекты, но я ряд внутренних – по косвенным признакам. Если шов имеет разную ширину, высоту или присутствуют «складки», то скорее всего имел место обрыв дуги, который в свою очередь, может привести к непровару.
Перед осмотром все швы необходимо привести в должное состояние, в соответствии с техническим регламентом, для этого с поверхности шва счищается шлак, брызги металла, окалины и другие присутствующие загрязнения. При необходимости специалист производит более тщательную очистку, с применением спирта или слабого раствора азотной кислоты, подобное травление матирует шов, что упрощает обнаружение мелких пор и трещин в металле.
В первую очередь визуальный осмотр сварных соединений является методом контроля для обнаружения наружных дефектов:
- Наплывы;
- Подрезы;
- Трещины;
- Непровары;
- Нарушение геометрии (катета, высоты и ширины);
- Внешние поры.
Для более качественного осмотра применяют дополнительные осветительные приборы, а также оптику с 5 или 10 кратным оптическим или цифровым увеличением. Благодаря оптике можно выявить малозаметные невооруженным глазом дефекты. К которым относятся тонкие выходящие на поверхность трещины, пережег метала, небольшие подрезы. Также оптика позволяет осуществлять контроль за поведением трещин и определять степень их расширение, если такое присутствует.
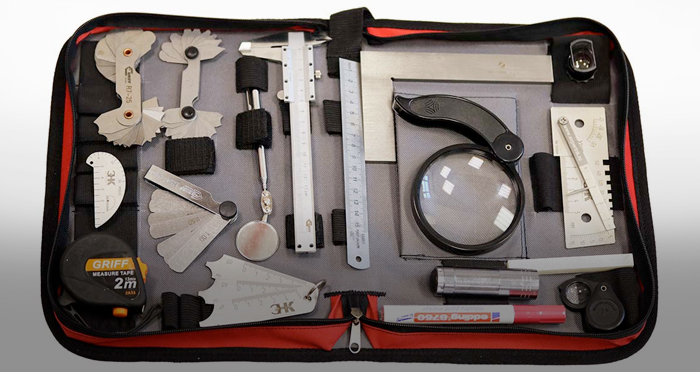
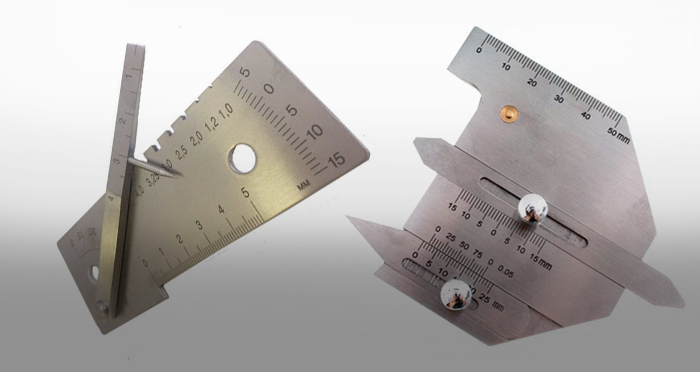
Дополнительно, при внешнем визуальном осмотре используются специальные инструменты:
- Штангенциркуль;
- Линейка;
- Шаблоны сварщика, позволяющие определять отклонение выполненного сварного соединения от нормативов.