

Универсальный шаблон сварщика УШС-2
Сварочные работы представляют собой обширный комплекс сложных технических работ. По этой причине результат работы сварщиков требует большого внимания представителей отдела дефектоскопии. Нужно это для избежания в будущем, во время эксплуатации трубопровода, различных отрицательных последствий, которые могут быть следствием некачественно выполненных сварных швов.
Существует множество методик неразрушающего контроля:
- Визуальный осмотр - самым первым и простым методом контроля качества сварных соединений;
- Магнитографический метод - основан на явлении магнитных полей и подходит только для ферромагнитных трубопроводов;
- Ультразвуковой метод. Считается относительно простым, но требует определенных навыков от специалиста, который будет расшифровывать показания прибора;
- Рентгенографический метод. Принцип метода понятен из названия. Такой метод считается достаточно дорогим и требует как сложного оборудования, так и специалистов высокой квалификации.
Шаблон сварщика
Шаблоном сварщика называется специализированный инструмент, применяемый в момент осуществления визуального контроля качества сварки.
На сегодняшний день разработано большое множество различных шаблонов сварщика. Они отличаются как функциональной нагрузкой, так и конструкционными особенностями.
Наибольшее распространение получили следующие шаблоны сварщика: УШС-2, УШС-3, УШС-4 и шаблон Красовского УШК-1.
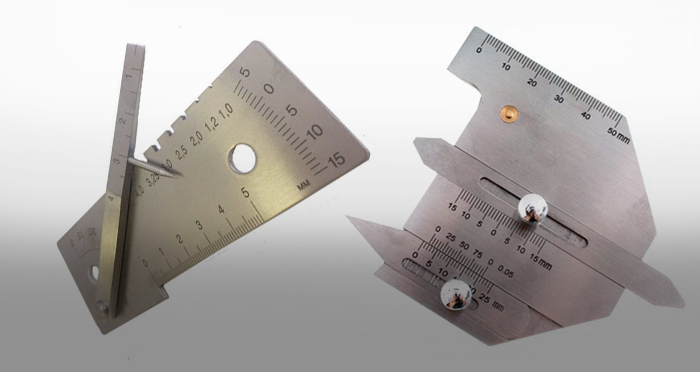
УШС-2, он же универсальный шаблон сварщика или катетомер используется при определении катетов угловых сварных соединений. С рабочим диапазоном от 4 мм до 14 мм. Контроль осуществляется методом перебора угла катета от максимального к минимальному зазору.
УШС-2 выполнен в виде трех соединенных между собой кольцом металлических пластин с выемкой конкретной величины катета. Каждая выемка имеет собственную маркировку. Последовательный подбор выемки на пластинах позволяет осуществить контроль сварного шва двух деталей.